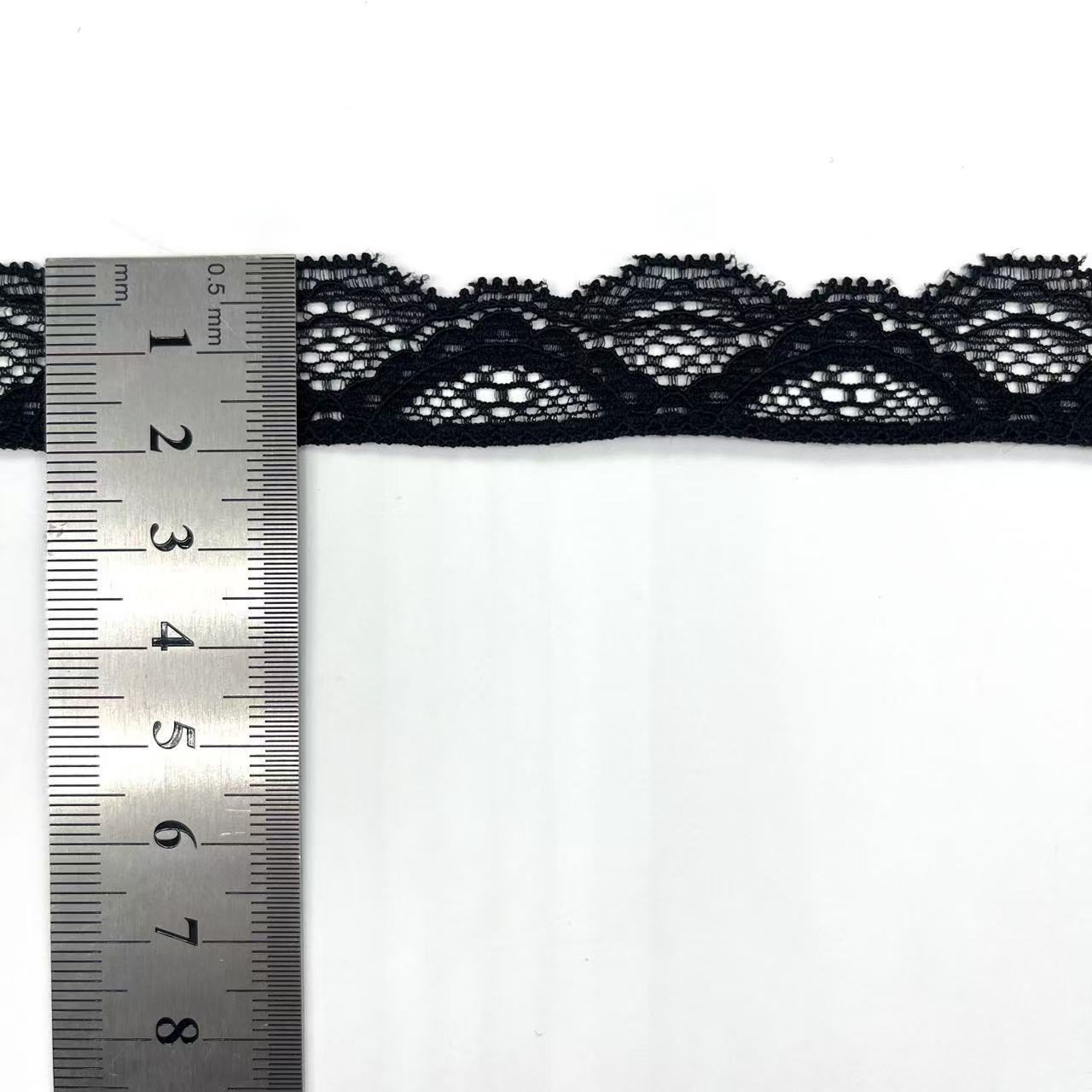
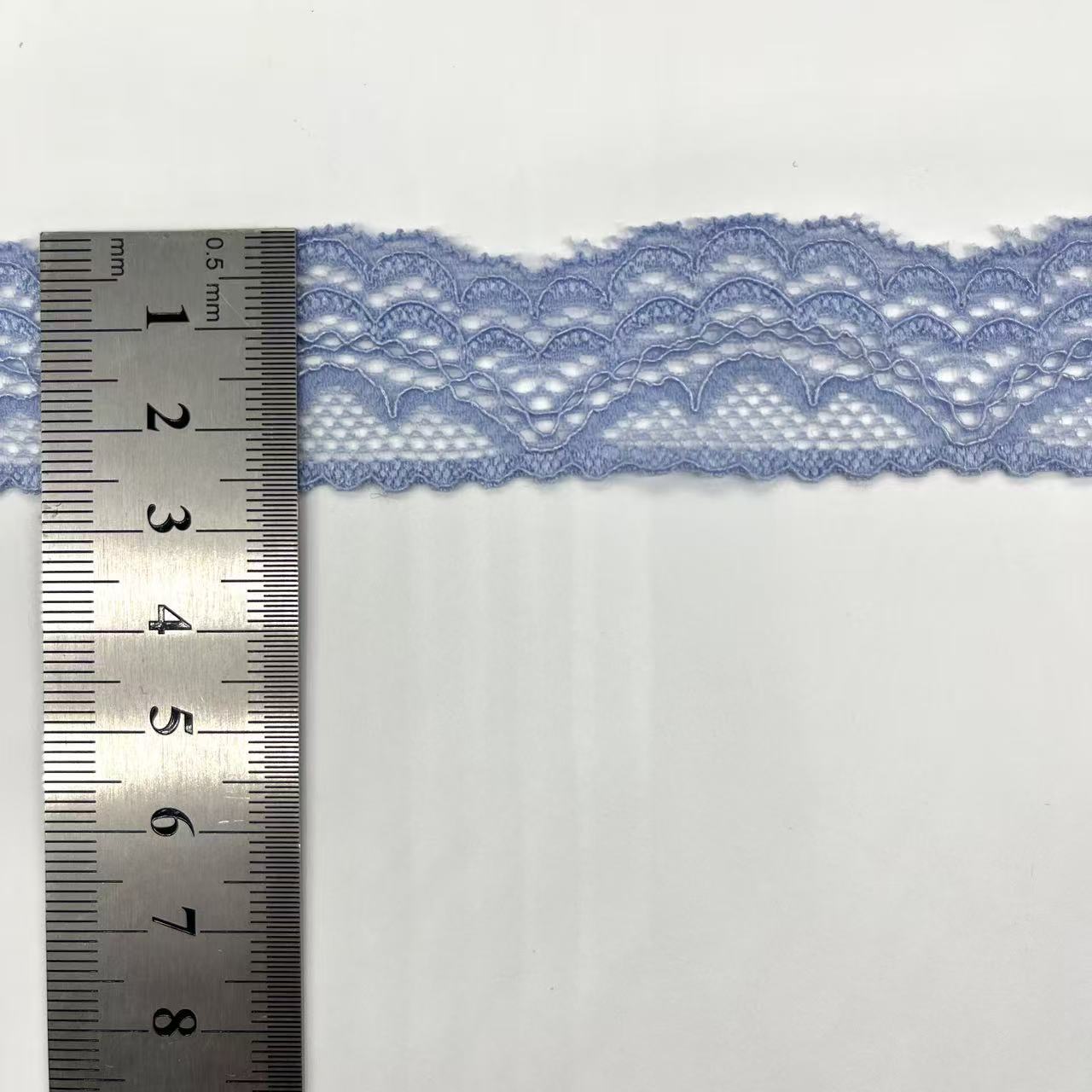
[ 商业 ] 2.5cm蕾丝花边辅料粉色蓝紫袖口内衣内裤服装辅料弹力花边批发 |
|
||







相关资讯:
1、1688 超级营销推广:差评师精准拦截 + 订单全流程管控(拦截 / 取消 / 关闭),助力商家无忧运营
2、告别1688模糊经营!店铺数据参谋精准分析产品销量,实时排查问题、规划长期战略,以清晰数据决策优化运营全流程
3、1688 客户分析新路径:下单支付高频客户,追踪客户趋势、梳理新老客特征,数据驱动优化运营,制定科学销售策略
4、1688 数字营销抢排名:自动选词、出价、抢位全包办,告别手动,店铺产品成长加速度
5、1688 超级营销推广:覆盖差评拦截、差评师拦截、订单管控(拦截 / 取消 / 关闭),赋能商家安心经营
6、1688数据分析_利润统计:地区分析/订单分析/订单分布/货号分布/风险订单,帮助店铺优化运营策略/退款信息
7、1688 商战突围战:超级推广工具助力,商家高效运营抢占先机
8、助力1688产品快速成长!数字营销抢排名,自动出价/自动抢排名,告别手动抢位
浙ICP备2023011733号-1 | @版权所有